圖片:
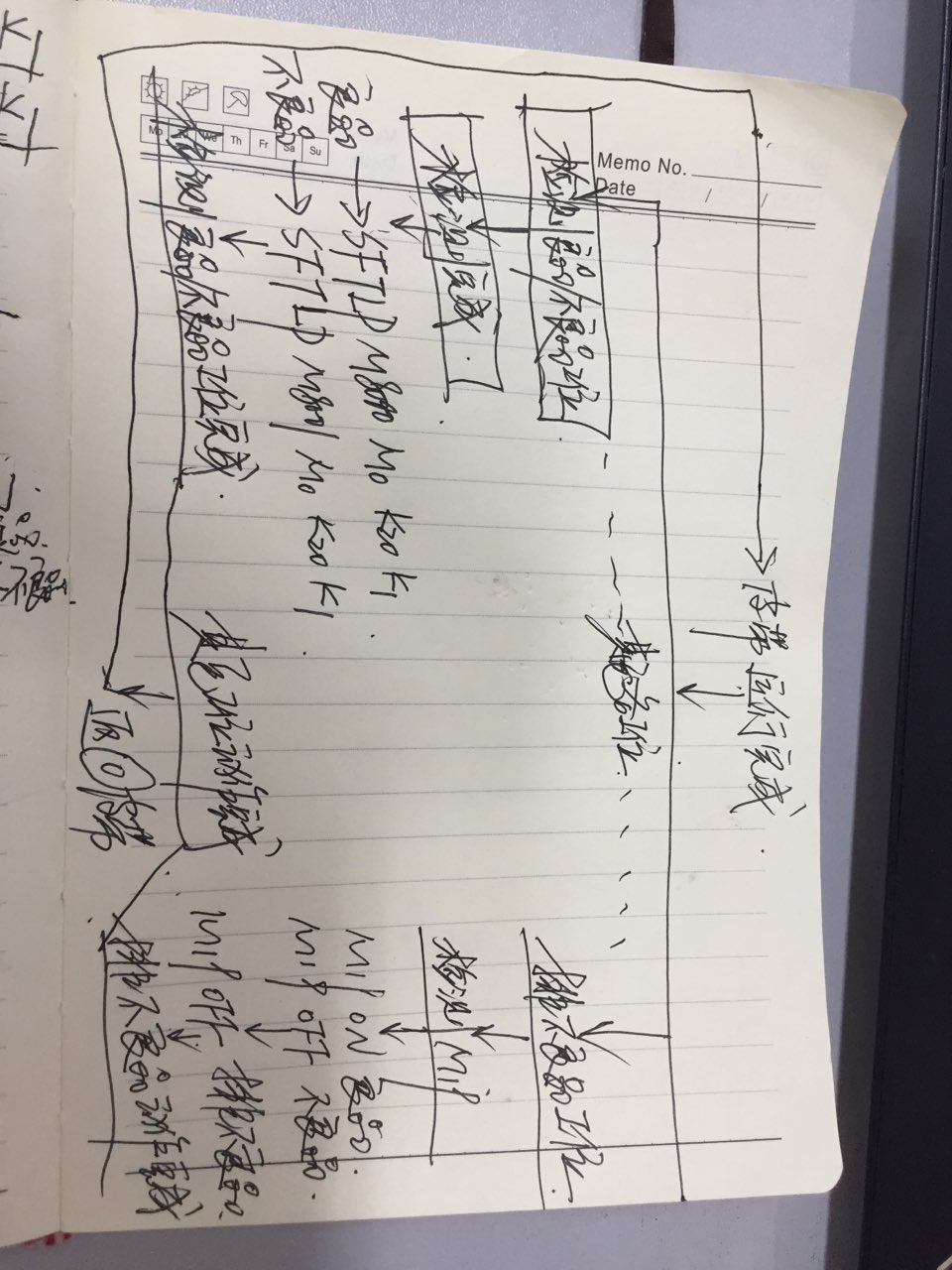
這種結構平常用的比較多,皮帶式的流水線工位或轉盤式的流水線工位都會用到,手畫了一個簡圖,
1,皮帶運行一個工位,一般采用電機帶分割器,或者步進電機伺服電機;
2,皮帶運行完成:把運行完成信號傳給各個工位;
3,檢測良品工位:當收到皮帶運行完成信號,檢測良品工位進行檢測,如果是良品信號就執行SFTLP M8000 M0 K20 K1;如果是不良品就執行SFTLP M8001 M0 K20 K1;此指令是三菱FX系列PLC的左移指令,M8000是常ON,M8001是常OFF,SFTLP M8000 M0 K20 K1每執行一次就把M8000,M0,M1,M2.....M18,M19依次向后移一位,這條指令實現的功能順序是1),把M19之前的狀態復位,2),把M18的狀態給M19,3),把M17的狀態給M18......,依次類推,就是按M8000,M0,M1,M2.....M18,M19的順序依次把自己的信息傳給后面,像接力棒的形式一樣往后面傳遞,皮帶每移動一次就把良品信息向后傳遞一次;SFTLP M8001 M0 K20 K1指令是向后傳遞不良品信息,當檢測結果為不良品,就把M8001的OFF狀態給M0,皮帶每移動一次就把不良品信息向后傳遞一次,M19就代表著第20個工位產品的良品/不良品的信息,M19=OFF,代表過來的產品是不良品;M19=1,代表過來的是良品;
4,其它工位動作;
......
5,排不良品工位:當收到皮帶運行完成信號,排不良品工位進行判斷,如果M19= ON,不執行動作,把排不良品工作動作完成信號給皮帶;如果M19=OFF,執行排不良品動作;排不良品動作完成,把排不良品工作動作完成信號給皮帶。
6,當皮帶收到各位工位動作完成信號,返回第1步
循環執行以上的動作。
樓主留言:
非常感謝,按照你的方法測試可以,我這里不用馬達信號,輸送帶不能停。現在在做M19信號給氣缸,怎么寫氣缸動作都不對,請問你有好的建議嗎?謝謝
 滬公網安備31010802001143號
滬公網安備31010802001143號

